
Services
Emergency Call - 24/7
- +91 98939 96901

Crankshaft Regrinding & Repairs
The crankshaft is the heart of any engine. By means of connecting rods, the crankshaft converts the oscillating, linear movement of the pistons into rotational movements, which then drive the engine of the car or other vehicle.
Crankshafts can be forged or cast. Forged crankshafts are produced using a complicated forging method, and cast crankshafts are made by pouring molten metal into a mould. Crankshafts are also categorized according to the number of cylinders they have – anywhere from 1 to 12 and sometimes even 14 or 18. Crankshafts can range in size from just a few centimetre’s long (for small engines) to up to 15 or even 16 meters long (mostly for use in marine diesel engines.)
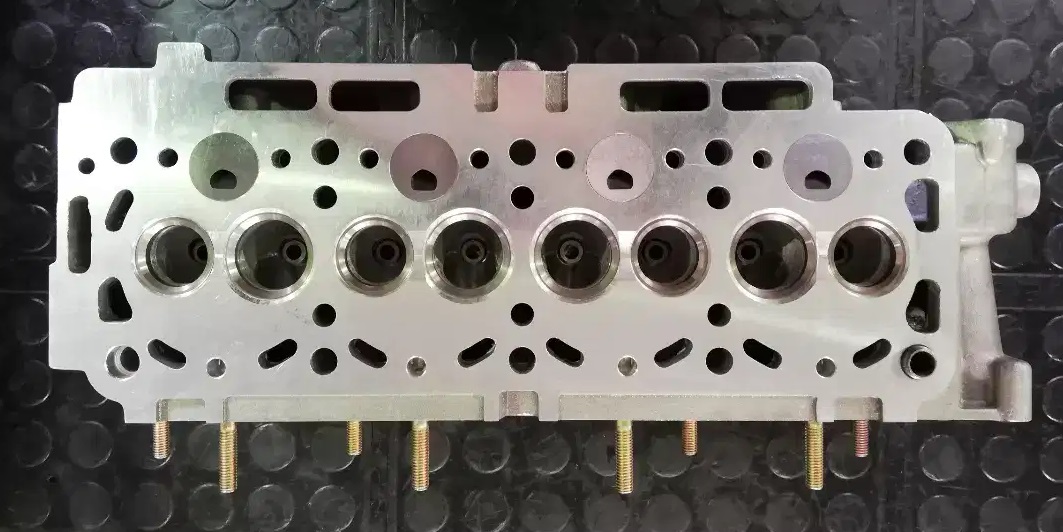
Cylinder Head Resurfacing
Cylinder head resurfacing is just one of the jobs that is usually required when rebuilding an engine or reconditioning a cylinder head. It is an extremely important job because the surface finish that is put on the head (and engine block) affects not only the head gasket’s ability to cold seal fluids and combustion gases, but also its long term durability.
These recommendations were primarily for older cast iron heads on cast iron blocks. As castings have become lighter and less rigid, the need for smoother, flatter surfaces has become more important. Consequently, some aftermarket gasket manufacturers now recommend a surface finish of 30 to 110 RA for cast iron head and block combinations, with a preferred range of 60 to 100 RA for best results.
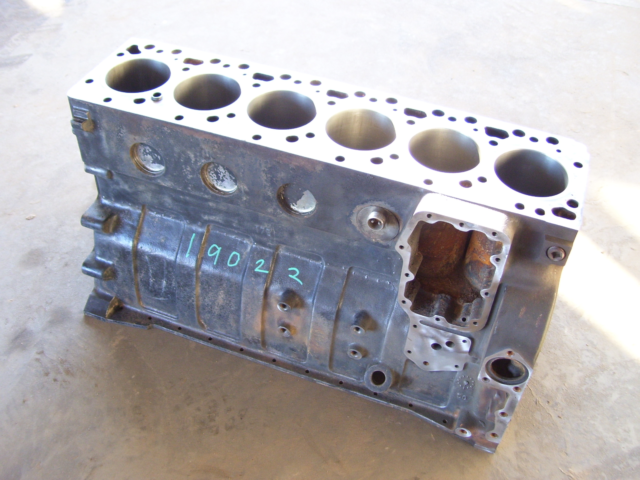
Sleeve Boring
The primary reason for sleeving an engine to either repair a cylinder bore or protect it from damage in the first place. Sleeves can also be used to restore a particular bore size if a cylinder has to be “bored out” to repair a cracked or otherwise damaged engine.
If the cylinders are damaged, have too much taper (meaning they are smaller in diameter at one end), or are out of round, then they should be rebored and honed to fit oversized pistons. Oversized pistons need to be used following boring because the boring process enlarges the cylinder walls, leaving the regular piston too small to be effectively reused. In some cases, the cylinder bore might be damaged beyond boring, worn beyond the limits for an oversized piston, or cracked. To repair the cylinder, it must be bored out (machined) and a cylinder sleeve installed to fill the extra space created in the boring process. Dry cylinder sleeves require the cylinder to be bored out and the sleeve to have an interference fit of approximately 0.002″ to 0.0025″ (0.05 to 0.06 mm). Dry cylinder sleeves are pressed into the existing bore and do not come into contact with an engine coolant passage. Wet cylinder sleeves are installed and do come into contact with engine coolant. Using sleeves allows the original size of pistons to be used, restoring the factory bore dimensions.

VALVE regrinding And LAPPING
The valves in an engine have several functions. First, they must allow the intake of fuel and air. Then they must seal the engine. As engine combustion takes place, the exhaust valve must also allow the burned gases to leave the combustion chamber.
A valve grind (commonly referred to as a valve job or valve lap) can be crucial for proper functioning valves/seals. It is the process of smoothing out the engine valves so that they are effectively able to seal in the valve seat in the cylinder head to completely seal the engine’s combustion chamber.
if there is a problem with the valve, valve seat or valve tappet or rocker arm, then the cylinder head might need to be removed to fit a new intake or exhaust valve. At this point the valve(s) may need to be lapped in, or have a valve job / grind.
Symptoms of valve damage include:
- Increased fuel consumption
- Engine running rough
- White exhaust smoke
- Chuffing noise from the engine exhaust pipe
- Lack of engine power

CONNECTING ROD BUSHING
If clearance between piston pin and bushing is excessive, install new bushings in the connecting rods by noting the following points:
- Install new bushings on a press using a round block.
- Bring bushing bore to correct size by means of precision boring machine.
- It is in no case permissible to rebore worn bushingS and fit these with oversize piston pins. State weight when ordering connecting rods
- Insert measuring pin into connecting rod and check for twists or bends.
Signs of a Bad Connecting Rod
- Knocking Noise From Engine
- Low Oil Pressure
- Excessive Oil Consumption
- Visual Inspection

Line boring and main housing
Our friendly and effective team can line bore most types of blocks, from small car engines to large commercial vehicles. In addition, we can make and fit dummy housings to main housings that are badly damaged, machining them back to standard size, and fit and machine new camshaft bearings to a wide range of diesel and petrol engines.